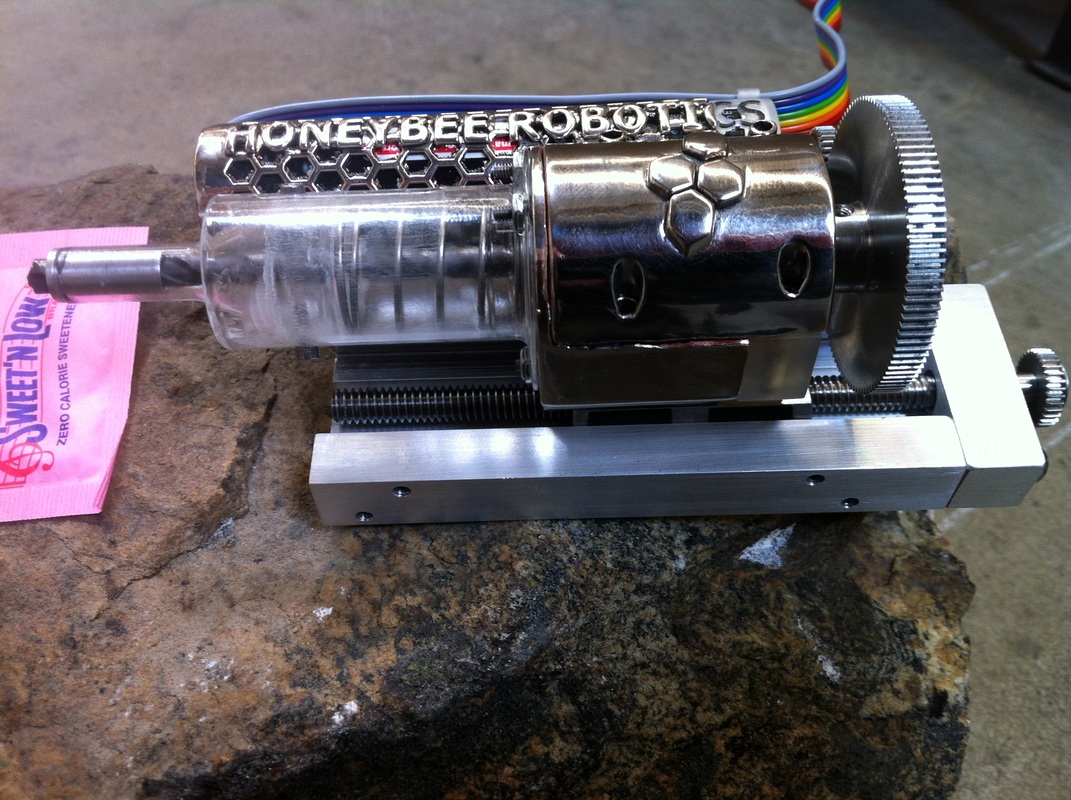
 Prototype Drill for powdered sample acquisition from hard rocks on Martian Cliffs. Sugar packet for scale. 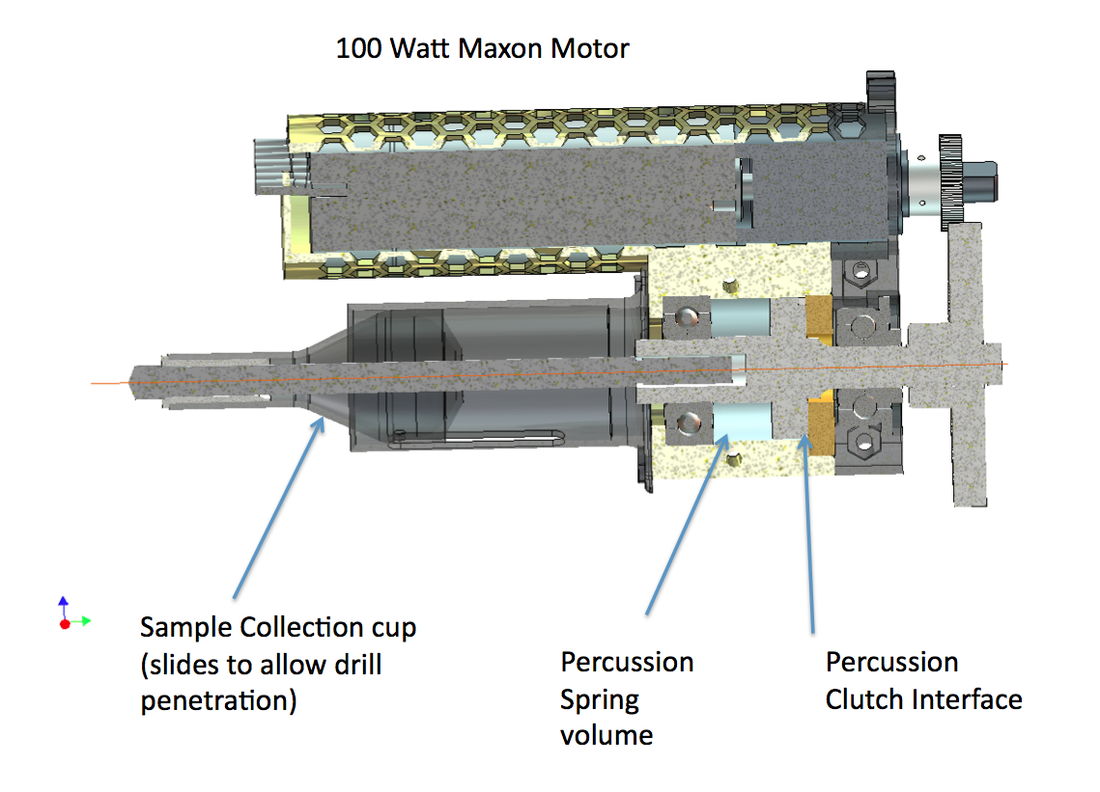 I Interned at the exploration division of Honeybee Robotics in Pasadena, California during the summer and fall of 2012. The exploration division of Honeybee Robotics specializes in the development of drilling and sampling systems to be used on the Moon, Mars, or asteroids. The highly experienced team at Honeybee has had three dust removal or sampling tools sent to the surface of Mars and one sample processing system. It was a distinctly different experience from my NASA internships beginning on day one. There was no lengthy IT or safety training I was shown my computer, given a list of requirements for my first drill, and got to work. It was a refreshing change from my previous experiences. Requirements: The goal was to develop a drill which could be deployed from one of the small payload containers embedded in the wheels of the Jet Propulsion Laboratory (NASA/JPL) Axel prototype Mars rover and drill into the side of a cliff. These are the basic requirements given when I began my internship:
Design: The drill bit I needed to use had already been selected, a Relton Groo-V 1/8 in bit, which is very effective drilling into hard rocks, especially when combined with percussion. Most of us are familiar with rotary drilling, it is what is commonly used for drilling wood, metal, and other materials. Rocks are extremely hard and brittle. Hammering the drill bit into the hole introduces cracks in the rock, making the material much easier to cut. This results in significantly faster penetration rates, lower energy consumption, and a reduction in bit wear. The drill bit is much tougher than the rock, even though it may not be much harder. This is important because some rocks (such as saddleback basalt) have a compressive strength of 280 MPa, significantly stronger than even the best concrete. Percussion is even more important for drills going to other planets, because water cooling isn't an option. In the design of the drill, it was decided to use off the shelf parts wherever we could, so a much larger Hilti hand-held rock drill was disassembled to see what parts might be useful. We chose to reuse the percussion clutch components because of the difficulty that it would take to manufacture new ones. The percussion clutch components in the Hilti drill were made out of hardened steel and also had a coating on them, making them very strong and abrasion resistant so the pieces could be slammed against each other many times. Recycling these components saved money and time.  Rotary percussive mechanism originally used in Hilti drill, after the modifications I designed. The teeth bounce against another disk with similar teeth, compressing and unloading a spring, which creates the percussion. Integrating these COTS components added some difficulty to the drill structure. The stationary part of the percussion mechanism (not shown) has a lot of sharp edges where it was fixed into the drill. The Hilti drill used an injection molded plastic piece to retain that part. Modifications to the percussion clutch would have been very difficult due to the small size and hardness, and it also be difficult to make a negative of that shape in aluminum to secure the part. This led me to 3D print the clutch fixture out of plastic on an SLA machine. While in the process of designing the drill components I concluded that since I needed one small part of small drill 3-D printed, I may as well print the whole thing. For the drill rotation and percussion I chose a 100 Watt Maxon motor with a diameter of 22 mm, and a 10 mm Maxon motor for advancing the stroke. The drill motor was integrated to the 3D printed chassis and the stroke motor (Z-axis) was mounted to the back of the linear slide. The drill motor had an integrated 2 stage gearbox but still needed an additional reduction of 3:1 for the output. It was a packaging challenge to fit the gears in such a small space but I was able to make it fit, and the flexibility of 3D printing to fabricate any geometry helped.  Some of the SLA printed components I used in the drill. Left: Sample collection Container. Right: sample collection container guide. Bottom: Motor mount and percussion mechanism cover. The sample was collected inside another plastic container, shown above, and was extracted from the drill by rotating in the other direction to deposit it. The percussion worked in both directions and was also a great help in removing the sample. Results The final product was delivered to the Jet Propulsion Laboratory in 3 months. During field trials, it was proven capable of drilling through multiple rock types and collecting samples from horizontal and vertical surfaces. Honeybee Robotics had never made a smaller drill, nor one that was as inexpensive as this one, the project was far under budget. Lessons Learned While the project was a success, it did not come without some lessons that were learned the hard way. Recycling components from other products can be great, but you don't always know what you are getting. Our machinist found that the rotary percussive mechanism was hardened not just on the percussive surface, but almost everywhere. As a result one of the tapped holes had to be made with an EDM. Luckily, this operation was only $75. In the first picture you can see a bright nickel coating on the housing of the drill. Although this certainly added some style, I regret doing it and wish I had skipped it. The plating mask was complicated and the vendor was not able to do it. The vendor should have refused, but attempted anyway and added a month long delay to getting my parts. The plating build-up was much thicker than it should have been and the part required light machining so the motor could fit. As a result the vendor learned a lesson as and stopped offering that service with masks. I learned not to make intricate masks and get a sanity check before trusting if a vendor can perform as advertised, especially when it is through a subcontract. Finally, I learned to do more planning when taking on a project, and resist the urge to begin modeling and engineering right away. 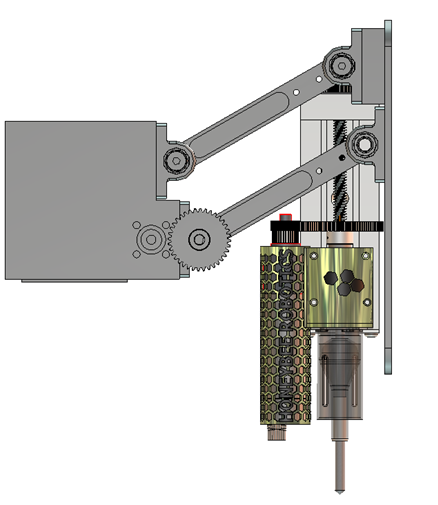 Model of Drill Integrated into the Axel rover payload space (Deployed). Here the drill is at full stroke.
0 Comments
Leave a Reply. |
Lars OsborneBS Mechanical Eng 
Categories
All
|
 RSS Feed
RSS Feed
